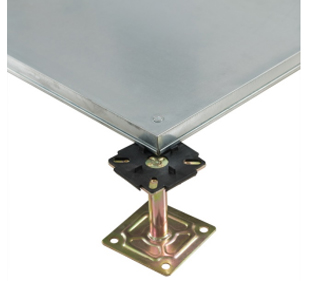
Corner Lock
|
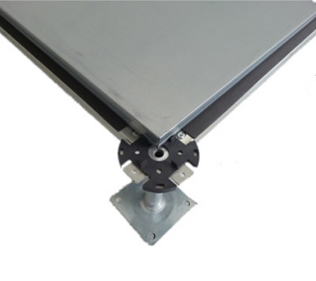
| Bolted Stringer
|
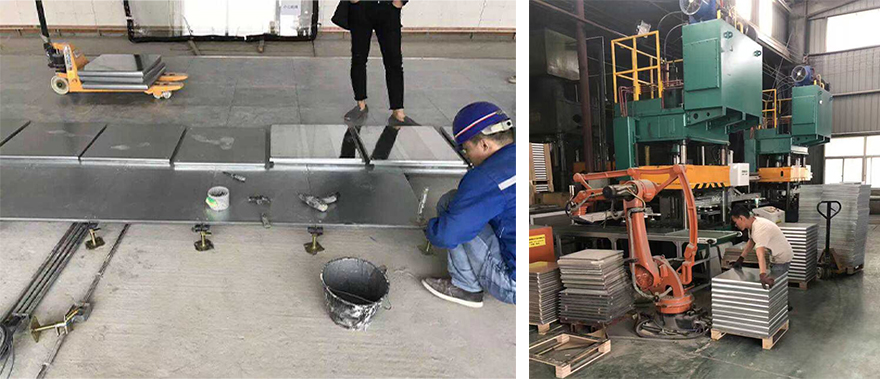
Durable & High-Performance Floor Panels
Finished Floor Height: | Adjustable from 100mm to 1000mm |
Panel Size: | 600*600*26mm、600*600*30mm |
Corner Lock Hole: | Optional (with or without) |
Installation Options: | Corner lock / Bolted stringer |
Our raised floor panels are designed to meet various height, size, and installation requirements, ensuring seamless integration into your building's infrastructure.
Type | Size | Concentrated Load N | Uniform Load N/M2 | Ultimate Load N | Impact Load N | Rolling Load 10000times N | Fire Performance |
FS800 | 600*600*26mm | ≥3560 | ≥16000 | ≥10680 | ≥3560 | ≥2950 | A1 |
FS1000 | 600*600*30mm | ≥ 4450 | ≥ 23000 | ≥ 13350 | ≥4450 | ≥3560 | A1 |