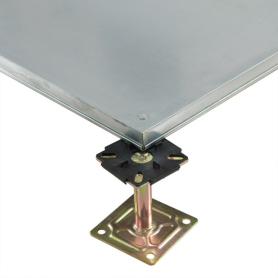




Corner lock
|
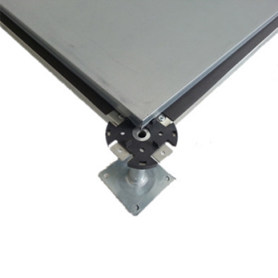
| Bolted stringer
|



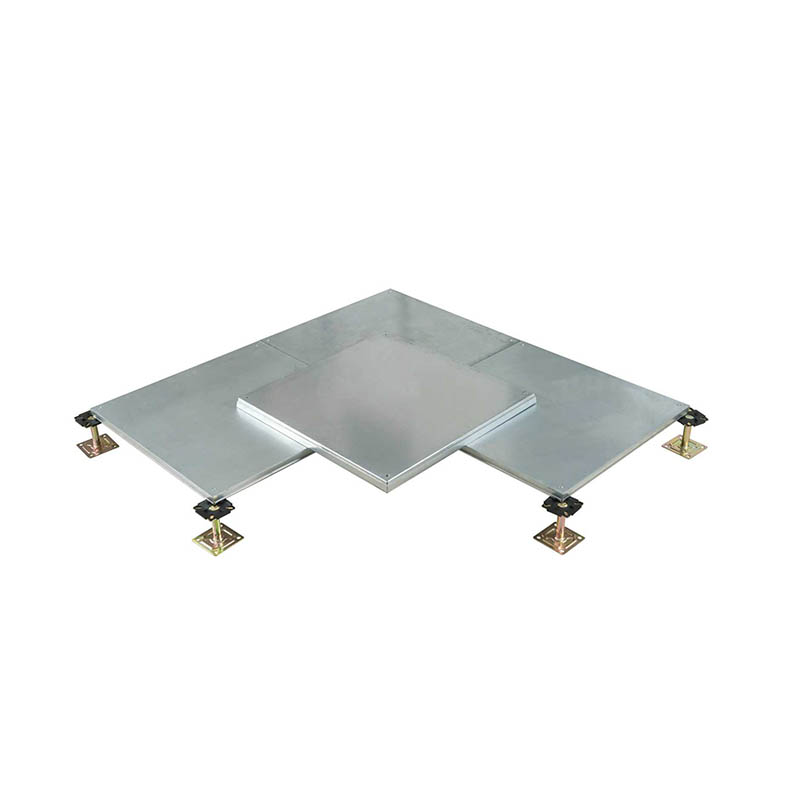
Reliable and High-Quality Raised Floor
Finished Floor Height: | Adjustable from 70mm to 1500mm |
Panel Density: | 700kg/m³ |
Panel Size: | 600mm x 600mm x 30mm |
Corner Lock Hole: | Available with or without |
Installation Method: | Corner lock or bolted stringer |
Load Performance: | Concentrated Load: 662 lbs (2.95 KN) Uniform Load: 300kg (12.50 KN/m²) Ultimate Load: 8.85 KN |
Type | Size | ConcentratedLoad N | Uniform Load N/M2 | Ultimate Load N | Impact Load N | Rolling Load N | Fire Performance |
FS668 | 600*600*26mm | ≥2950 | ≥12500 | ≥8850 | ≥2950 | ≥1960 | A1 |
FS800 | 600*600*30mm | ≥ 3560 | ≥ 16000 | ≥ 10680 | ≥ 3560 | ≥2950 | A1 |