

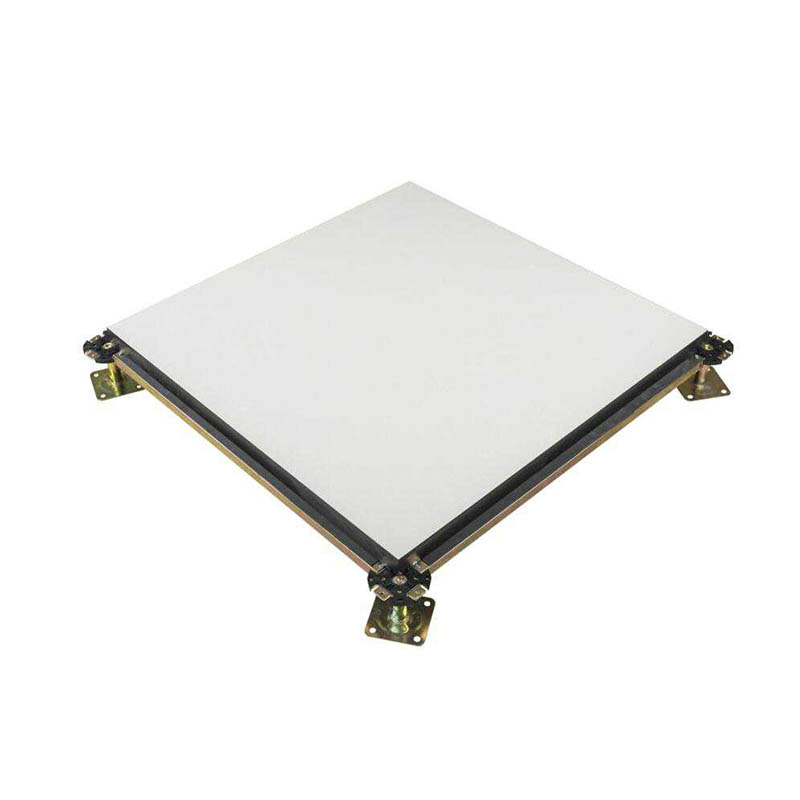





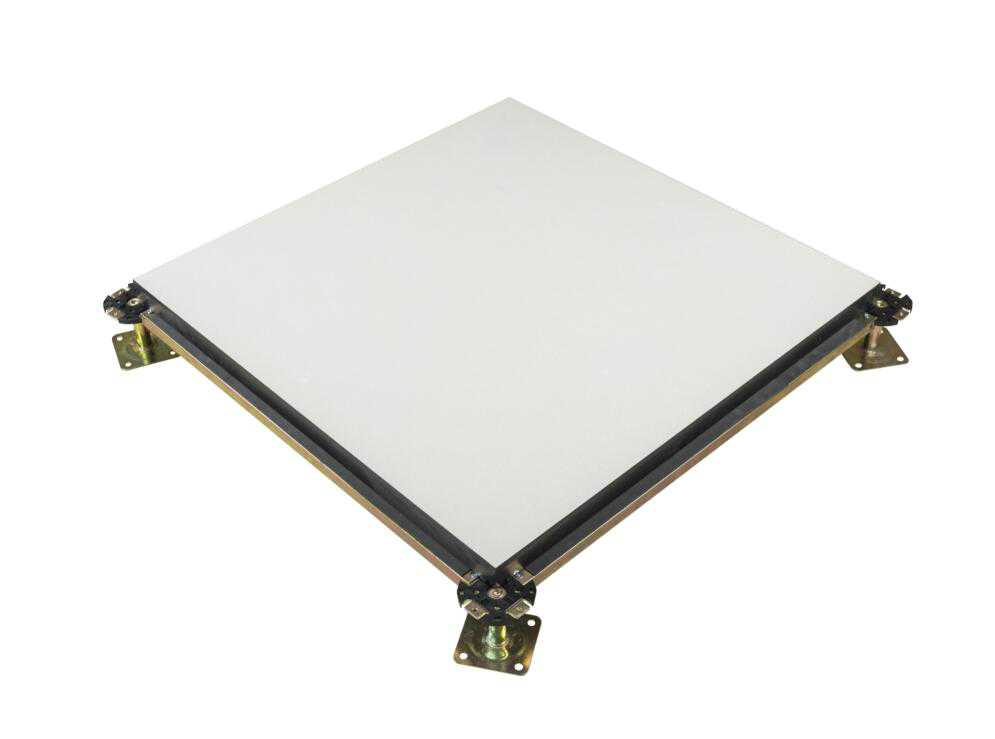



Type: | FS662-1500 |
Finished Floor Height: | 70-2000mm |
Panel Size: | 600*600mm、800*800mm and special size |
Ceramic Thickness: | 10/12mm |
Ceramic Type: | Normal ceramic and Anti-static ceramic |
Type | Size | Concertrated Load Defleation≤2.5mm | Uniform Load | Ultimate Load | System Resistance | ||
mm | LBS | KN | KG | KN/㎡ | KN | Ω | |
FS662 | 600*600 | 662 | 2.95 | 300 | 12.50 | 8.85 | 1.0x106-1.0x109 |
FS800 | 800 | 3.56 | 363 | 16.10 | 10.68 | ||
FS1000 | 1000 | 4.45 | 454 | 23.00 | 13.35 | ||
FS1250 | 1250 | 5.56 | 567 | 33.00 | 16.68 | ||
FS1500 | 1500 | 6.67 | 680 | 34.50 | 20.02 | ||
FS2000 | 2000 | 8.90 | 906 | 46.00 | 26.70 | ||
